Quais etapas o processo de laminação de placas de titânio inclui (como laminação inicial, laminação a quente, laminação a frio, etc.)? Que tipo de laminador é usado? Como controlar a temperatura de laminação e redução para garantir microestrutura e desempenho uniformes da chapa?
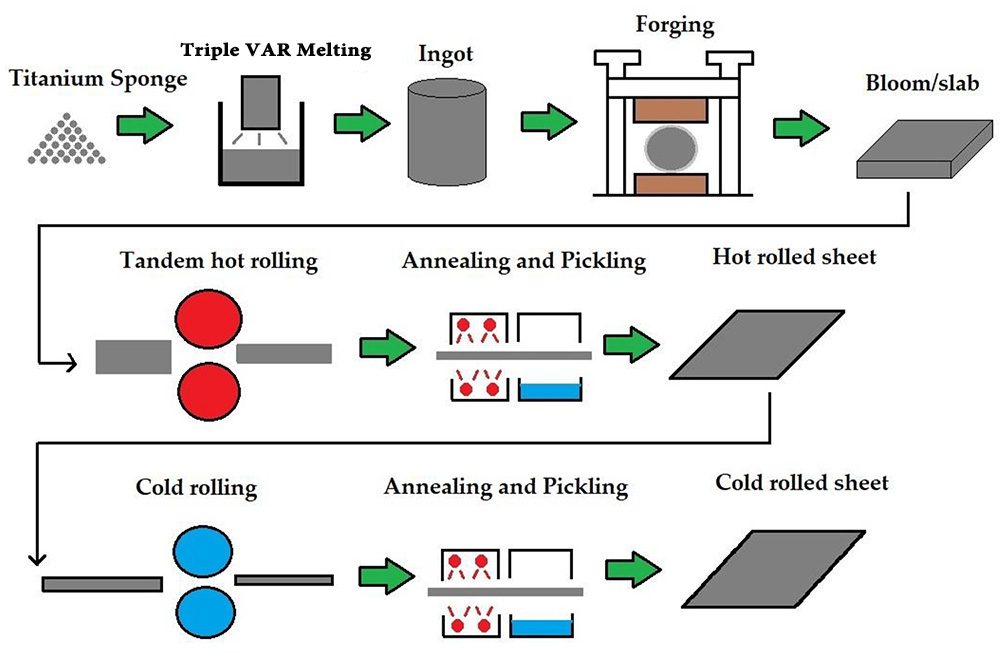
A laminação de titânio e placas de liga de titânio é um processo complexo que integra ciência de materiais, controle mecânico e otimização de processos. Seu fluxo de processo pode ser dividido em três etapas principais: laminação inicial, laminação a quente e laminação a frio. Cada etapa corresponde a equipamentos de laminação e parâmetros de processo específicos.
(1) Estágio inicial de laminação
A laminação inicial geralmente usa um laminador reversível de dois rolos. Sua principal tarefa é quebrar a estrutura cristalina colunar do lingote de liga de titânio e obter a deformação plástica inicial. Nesta etapa, a temperatura de aquecimento do lingote deve ser rigorosamente controlada (geralmente 30-50°C acima da região da fase β), e os defeitos de fundição devem ser eliminados através de múltiplas passagens de laminação de pequena deformação (redução por passagem ≤15%). melhorou significativamente a uniformidade da microestrutura do estágio inicial de laminação, otimizando o processo de homogeneização do lingote e combinando simulação numérica para prever a resistência à deformação.
(2) Estágio de laminação a quente
A laminação a quente usa um laminador irreversível de quatro rolos ou um laminador universal para realizar processamento de grande deformação na região bifásica α β. Nesta etapa, os grãos são refinados por recristalização dinâmica, e a temperatura final de laminação (geralmente não inferior a 850°C) deve ser controlada para garantir a plasticidade do material. Um forno de aquecimento tipo caixa é usado em conjunto com um sistema de compensação de aquecimento por indução para atingir uma precisão de temperatura de ±10°C. A distribuição da redução dos passes de laminação a quente segue o princípio da ""pirâmide", ou seja, os primeiros passes usam redução de 20-25%, e os passes subsequentes aumentam gradualmente para 35-40%, combinados com um rápido processo de resfriamento de água entre passes para evitar efetivamente o crescimento excessivo de grãos.
(3) Estágio de laminação a frio
A laminação a frio é realizada em um laminador a frio de quatro ou seis rolos, principalmente para melhorar a qualidade da superfície e a precisão dimensional da chapa. É necessário usar múltiplos passes de laminação de pequena deformação (redução de passe único ≤10%) combinados com um processo de recozimento intermediário, e a deformação cumulativa pode chegar a mais de 80%. Changzhou Bokang aumentou a precisão do controle do formato da placa para ±5μm introduzindo a tecnologia de rolo cruzado. A rugosidade da superfície das placas de titânio de grau médico que produz é Ra≤0,2μm, atingindo o nível de liderança internacional.
A seleção do equipamento de laminação de titânio afeta diretamente a qualidade da placa final e precisa ser projetada de acordo com as características do material:
(1) Seleção do tipo de laminador
Laminador primário: É usado um laminador reversível de dois rolos fechado, equipado com um sistema hidráulico AGC (controle automático de espessura), e a relação do diâmetro do rolo é controlada entre 1,8-2,2 para otimizar a condição de mordida
Laminador a quente: É utilizado um laminador irreversível de quatro rolos, com um diâmetro de rolo de trabalho de 350-400 mm e um diâmetro de rolo de suporte de 1400-1600 mm, equipado com um sistema de rolo dobrador e um dispositivo de deslocamento de rolo, e a precisão do controle do formato da placa atinge ± 15I
Laminador a frio: Um laminador de seis rolos com sistema de rolo combinado UC/VC é usado, o curso de deslocamento axial do rolo intermediário é de ± 150 mm e um medidor de velocidade a laser e um medidor de espessura são usados para obter controle de circuito fechado
(2) Otimização do material do sistema de rolo
O rolo de trabalho é feito de liga à base de ferro com alto teor de cromo (Cr12MoV) e a superfície é pulverizada com um revestimento composto CrN/Al2O3 com dureza superior a HV1200, que resiste efetivamente à adesão do titânio. O rolo de suporte adota tecnologia de fundição centrífuga de ferro fundido resfriado infinito, e a diferença de gradiente de dureza da superfície do rolo é controlada dentro de HS15 para garantir a estabilidade do formato do rolo.
O controle preciso da temperatura e da deformação é a chave para garantir a uniformidade da estrutura e do desempenho da placa de titânio, e um modelo de controle de acoplamento multiparâmetro precisa ser estabelecido.
(1) Sistema de controle de temperatura
Processo de aquecimento: Um sistema de aquecimento de três estágios é adotado (seção de pré-aquecimento 600-700°C/seção de isolamento 850-950°C/seção de aquecimento 900-980°C), e um termômetro infravermelho é usado para obter monitoramento de temperatura em tempo real
Controle de temperatura do processo de laminação: Na fase de laminação de acabamento, um sistema de pulverização de rolo (precisão de controle de volume de água ± 0,5L/min) é usado e um sistema de compensação de aquecimento por resistência é usado para controlar a flutuação de temperatura da peça laminada dentro de ± 20 ℃
Gerenciamento da temperatura final de laminação: A distribuição do campo de temperatura é prevista através de simulação de elementos finitos, e um modelo de tempo de espera de temperatura entre passes é estabelecido para garantir a temperatura da peça laminada. Certifique-se de que a temperatura final de laminação não seja inferior a 50°C abaixo do ponto de transformação de fase
(2) Algoritmo para otimização da redução
Distribuição de redução multipasse: Com base no modelo de endurecimento do material, um algoritmo genético é usado para otimizar a distribuição da redução em cada passe para garantir que a deformação de cada passe seja "parabólica"
Ajuste de redução dinâmica: A força de rolamento é monitorada em tempo real por um manômetro, e o algoritmo de controle PID difuso é usado para ajustar automaticamente a redução para compensar o salto da folga de rolamento (precisão de compensação ± 0,02 mm)
Controle de deformação limite: Estabeleça um critério de redução crítica (ε_c=0,6σ_s/K), onde K é o coeficiente de endurecimento de processamento do material, certifique-se de que a redução de passagem única não exceda 85% do valor crítico
(3) Medidas para garantir a uniformidade da estrutura
Controle de tamanho de grão: Controle a fração volumétrica de recristalização dinâmica através do parâmetro Z (Z=ε·exp(Q/RT)) e mantenha o valor Z entre 10-15 para obter grãos equiaxiais uniformes
Otimização de textura: Use processo de laminação cruzada (girar a placa 45° por passagem), combinado com tecnologia de laminação assíncrona (a diferença na velocidade da linha entre os rolos superiores e inferiores é de 10-15%), para enfraquecer efetivamente a textura da superfície de base
Controle de tensão residual: Através do processo de laminação alternada de tensão de tração-compressão, combinado com o tratamento de relaxamento de tensão durante o recozimento, controla a tensão residual dentro de ± 20 MPa
O processo de laminação de placas de titânio requer o estabelecimento de uma rede de controle de qualidade de todo o processo. Changzhou Bokang passou pela certificação do sistema ISO9001/ISO13485 e construiu um sistema de controle de qualidade de três níveis de "inspeção de matérias-primas, monitoramento de processos e testes de produtos acabados":
Detecção on-line: equipado com medidor de formato de placa, medidor de espessura, detector de superfície, para obter controle on-line de tolerância de espessura ± 0,02 mm e tolerância de formato de placa ± 8I
Detecção de organização: A tecnologia EBSD é usada para analisar a orientação do grão para garantir que o tamanho do grão ASTM Grau 8 tenha uma proporção fina de ≥90%
Verificação de desempenho: As propriedades mecânicas são verificadas por teste de tração, teste de impacto e teste de corrosão. A resistência à tração da placa de titânio de grau médico é ≥850MPa e o alongamento é ≥18%, o que atende ao padrão ASTM F136
Testes não destrutivos: a tecnologia ultrassônica de phased array é usada para detectar defeitos internos e garantir 100% de taxa de aprovação na detecção de falhas
Atualmente, a tecnologia de laminação de placas de titânio apresenta três tendências principais de desenvolvimento:
Laminação inteligente: Um modelo de laminação virtual é estabelecido por meio da tecnologia digital twin para obter otimização on-line dos parâmetros do processo;
Tecnologia de formação quase líquida: Desenvolver tecnologia de laminação contínua de placas de titânio ultrafinas para alcançar a produção contínua de placas ultrafinas de 0,016 polegadas;
Tecnologia de fabricação verde: A tecnologia de laminação eletroplástica (EPR) é usada para reduzir a temperatura de laminação em 30-50°C e reduzir o consumo de energia.
 Consulte-nos
Consulte-nos
 Linguagem
Linguagem